公司簡(jiǎn)介
歡迎訪問深圳西斯特科技有限公司
服務(wù)電話:400-6362-118
一.磨削液的作用
磨削過程中要產(chǎn)生大量磨削熱,在磨削區(qū)域內(nèi)溫度有時(shí)達(dá)1000℃左右。在這樣高的溫度下,可使工件材料變軟,產(chǎn)生裂紋,甚至燒傷,以及砂輪產(chǎn)生堵塞等現(xiàn)象。尤其對(duì)于細(xì)長、薄壁及薄片等工件,還可能引起嚴(yán)重的變形,甚至造成廢品。因此合理選用磨削液是提高工件表面質(zhì)量、降低砂輪消耗、提高生產(chǎn)率、保證加工精度及降低成本的重要途徑,應(yīng)予以足夠的重視。磨削液主要有以下作用。
1.冷卻作用
磨削液的熱傳導(dǎo)作用,能有效地改善散熱條件,帶走絕大部分磨削熱,降低磨削溫度。
冷卻作用的大小與磨削液的種類、形態(tài)、用量和使用方法有關(guān)。磨削液的導(dǎo)熱系數(shù)越大,則冷卻作用越顯著。如水的散熱能力比油強(qiáng),故有極好的冷卻作用。
2.潤滑作用
磨削液能滲入到磨粒與工件件的接觸表面之間,黏附在金屬表面上,形成潤滑膜,減少磨粒和工件之間的摩擦,從而延長砂輪的壽命,減小工件表面粗糙度。
由于接觸表面上的壓力較大,純礦物油不易滲人到磨削區(qū),為此,在磨削液中須加進(jìn)一些硫、氯、磷等極壓添加劑。這些添加劑與鋼鐵表面接觸后能迅速發(fā)生化學(xué)變化,產(chǎn)生新的化合物(硫化鐵、氯化鐵等),吸附在金屬上,能顯著提高潤滑效果。
3·清洗作用
磨削液可將磨屑和脫落下的磨粒沖洗掉,以免工件磨削表面被劃傷。
4·防銹作用
在磨削液中加人皂類和各種防銹添加劑,可以起到防銹作用,以免工件和機(jī)床被氧化銹蝕。
二.磨削液的種類
磨削液的化學(xué)成分要純,化學(xué)性質(zhì)要穩(wěn)定,無毒性,其酸度應(yīng)呈中性,以免刺激工人的皮膚和腐蝕工件、機(jī)床或砂輪。
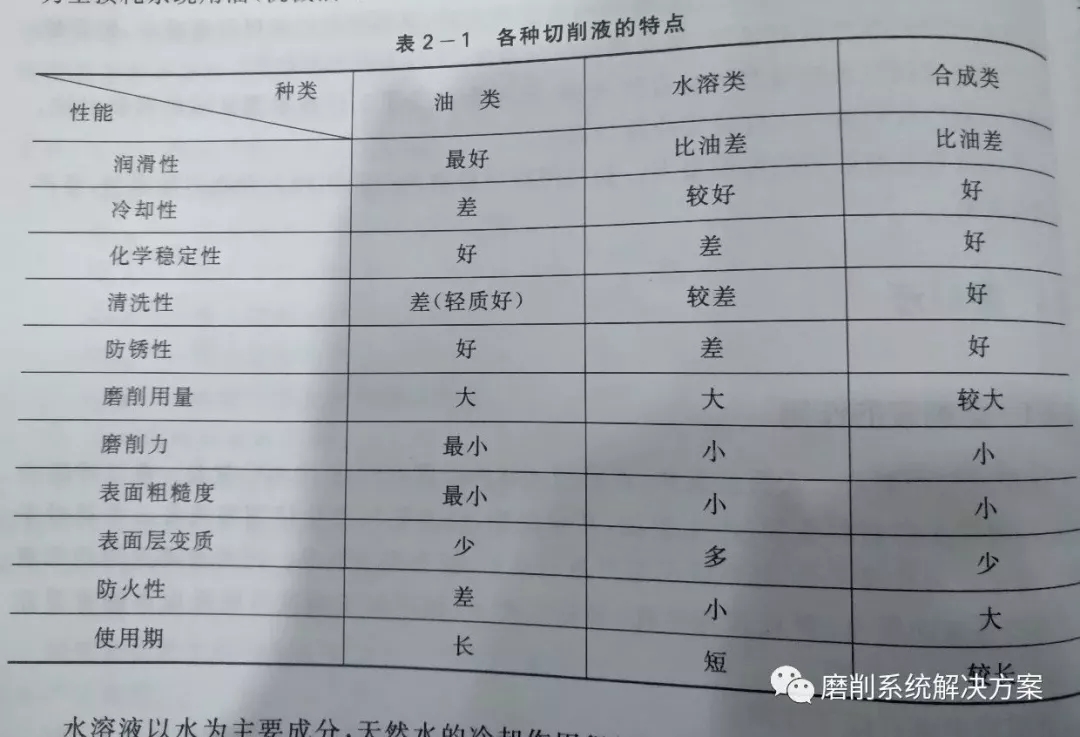
磨削液分水溶液和油類兩大類。常用的水溶液有乳化液和合成液兩種,常用的油類為全損耗系統(tǒng)用油(機(jī)械油)和煤油。各種磨削液的特點(diǎn)見表2-1。
水溶液以水為主要成分,天然水的冷卻效果很好,但使用不當(dāng)易使機(jī)床和工件銹蝕。
油類的潤滑和防銹作用好,低粘度的礦物油,如L-AN32全損耗系統(tǒng)用油及煤油等較常用,螺紋及齒輪磨削用L-AN32全損耗系統(tǒng)用油。
1. 乳化液
乳化液由乳化油加水沖制而成。乳化液是油與水的混合體,因?yàn)槎卟豢苫旌希时仨毤尤肴榛瘎H榛瘎┓肿佑袃蓚€(gè)頭,一頭親水,一頭親油。把油在水中攪拌時(shí),乳化劑吸附在油粒表面上,使它們均勻地懸浮在水中。
使用時(shí),取質(zhì)量分?jǐn)?shù)2%~5%的乳化油與水混合配置,根據(jù)不同的工件材料,可適當(dāng)調(diào)整其質(zhì)量分?jǐn)?shù)。磨削鋁制工件時(shí),如濃度過高,會(huì)引起表面腐蝕。磨削不銹鋼工件時(shí),采用較高濃度,則效果較好。通常精磨時(shí)乳化液的質(zhì)量分?jǐn)?shù)應(yīng)比粗磨時(shí)高些。
2. 合成液
合成液是一種新型的磨削液,由添加劑、防銹劑、低泡油性劑和清洗防銹劑配制而成。使用合成液磨削時(shí),工件表面粗糙度可達(dá)Ra0.025μm,砂輪壽命可提高1.5倍。
3. 極壓全損耗系用油
三.磨削液的供給方式
磨削時(shí),磨削液往往不易進(jìn)入磨削區(qū),如圖,主要原因有:

(1)砂輪旋轉(zhuǎn)時(shí),在砂輪周邊也隨同產(chǎn)生回轉(zhuǎn)氣流,Vs越大,氣流的影響也越大。
(2)砂輪端面氣孔中的空氣,由于離心力作用,由中心流向砂輪圓周圓角附近。氣孔越大,轉(zhuǎn)速越高,影響也越大。
(3)砂輪罩的影響:有罩與去罩相比,氣流動(dòng)壓力平均增加50%左右。
磨削液供給方式有外冷卻法和內(nèi)冷卻法兩種,目前常用的是外冷卻法,將磨削液直接澆注在砂輪和工件接觸的部位,但磨削液不能全部進(jìn)人磨削區(qū)域。
內(nèi)冷卻法是一種較有效的冷卻方式,磨削液通過中空錐形蓋引人到砂輪的中心腔內(nèi)。由于離心力的作用,這些磨削液就會(huì)通過特制砂輪內(nèi)部的空隙流向砂輪四周邊緣區(qū)域的加工表面,從而起到有效的冷卻作用。目前,由于還有一些技術(shù)問題尚待解決,內(nèi)冷卻法還未推廣使用。在刃磨刀具時(shí)采用浸硬脂酸砂輪,可以取得較好的冷卻效果。這實(shí)質(zhì)上也是一種內(nèi)冷卻法,磨削時(shí),磨削區(qū)域的熱量使砂輪邊緣部分的硬脂酸熔化,而使其灑人磨削區(qū)域起冷卻作用。
使用磨削液時(shí),要注意以下幾個(gè)問題:
(1)應(yīng)該直接澆注在砂輪與工件接觸的部位。
(2)流量應(yīng)充足,并應(yīng)均勻地噴射到整個(gè)砂輪寬度上。磨削液流量一般不低于0.5L/(min·mm)。
(3)應(yīng)有一定的壓力,以便磨削液沖人磨削區(qū)域。
(4)磨削液應(yīng)經(jīng)常保持清潔,盡量減少磨削液中雜質(zhì)的含量,變質(zhì)的磨削液要及時(shí)更換,超精密磨削時(shí)可以采用專門的過濾裝置·